How it Works
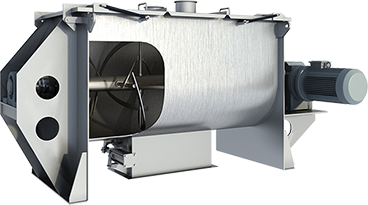
Ribbon Blender
is broadly used for mixing materials in food, pharmaceutical, chemical, plastic, dyestuff, cosmetic, etc. industries. The ribbon agitator pushes the materials to move along the shaft, and simultaneously brings it up and trhow it to the front upper of ribbon agitator; the outer layer ribbon always make the materials move towards the middle of bucket, while the inner ribbon moves materials towards two ends from middle position. and thus they form two cycled flow, materials get thoroughly mixed during the repeated cycled flow.
Structure feature
Horizontal ribbon mixer consists of driving parts, double layer helical ribbon, u-shape bucket and discharge valve. On the top cover, there are feed port and vent hole, also optional equipped liquid spray device and heat/cool jacket; The discharge valve contains pneumatic and manual, pneumatic is the standard configuration.
How to Buy a Blender
Ribbon Blenders are used to mix many thousands of products, from fertilizers and plastic resins to flavored coffees and cosmetics. The ribbon blender is one of the most common mixing devices in service today, because it is one of the most versatile and cost-efficient mixers ever created. Its simple design makes it relatively easy to build. Simplicity also ensures easy maintenance.
In the recent past, selecting a ribbon blender was mainly a matter of matching your drive and ribbon design to the bulk density of your product. In most applications today, this is only the beginning of the design process. In drives, ribbon design and materials, seals, packings and discharge valves, we now have many new choices to consider in order to boost blending productivity.
Key Design Considerations
Drive design
The first variables to consider in powering the blender are always product density, volume and moisture content. But from that point on we must consider the needs of each application individually. Specifying the right drive requires effective communication between the equipment manufacturer and buyer to identify key process needs.
Slow-speed starting – Over the years, many ribbon blenders were built without any provision for starting at slow speed. Unfortunately, a dead load start presents many disadvantages, all of which increase costs. The buyer must choose between using an over-sized motor that is capable of delivering the peak horsepower needed to get the batch moving or a smaller motor that is appropriate for powering the blender once it is running. The first choice is wasteful, since the larger motor is a glutton for power and its initial purchase price is high. The second choice is risky, since the high torque at start-up over-stresses the system and eventually causes maintenance problems.
Electronic starting systems offer a more practical choice. Electronic soft start controllers can be programmed to allow a slow start under full load and protect the system against a spike in start-up torque in the drive train. Experience tells us that they are more reliable, require less ongoing maintenance, and cause less downtime.
Another alternative is to rely on a variable frequency drive (VFD) to start the blender at slow speeds. New generation VFD’s are capable of safely soft starting ribbon blenders even with high-density applications. They also provide convenient speed control anytime during the blending and discharging cycles unlike electronic soft starters that allow slow speed only when starting. The functionalities for soft start, overload protection, adjustable starting torques and speed control make VFD’s the best performing and cost-effective option.
Variable speed blending – The ability to blend at varying speeds can be extremely advantageous in many circumstances. It is essential for virtually any R&D application. It can also be useful in any plant where numerous products are blended and changeover is common on the process line. By adjusting the peripheral speed of the ribbon, you can “tune” the blender to reach the greatest possible efficiency for each product. When blending friable materials, in particular, the variable drive allows you to blend at a speed just below the threshold at which the material will start to degrade.
Direct drive vs. belt drive – Today, a direct drive is usually the most efficient choice, since it is extremely compact and reliable. A belt drive system suffers from losses in horsepower and efficiency through belt slippage. Belts also impose overhung loads which can limit the longevity of motor/reducer bearings. Their limited flexibility typically cannot accommodate high start/stop blending cycles. Belts “stretch” during their life especially when new so a ribbon blender system would require tension adjustment when first installed and as the belt wears or stretches. By comparison, direct drive systems deliver better operating efficiency, performance and many practical advantages. Because overhung loads on the motor and reducer-shaft bearings are eliminated in one-piece motor reducers, service life is longer. Maintenance required to align and adjust belts and couplings is eliminated as well.
Ribbon design and interior finish.
At first glance, ribbon design appears to have changed very little in recent years. But the ribbon/rod/shaft design has actually been the object of considerable evolution in design during the last decade, and it certainly represents a critical element in blender design. The ribbon, support rods and shaft must be correctly matched to the physical properties of the product to boost blending efficiency and prevent mechanical failures.
Naturally, the ribbon is specified to provide sufficient surface area and peripheral speed to move the bulk. An equally important measure is the differential between the inner and outer ribbons in the double spiral ribbon set. This differential determines the axial pumping action that ultimately moves the material toward the discharge. The challenge is to induce vigorous agitation without over-stressing the ribbon, rods and shaft. For this reason, the system should be designed from the ribbons inward. Ribbon design determines the rod design, which in turn determines the shaft that is needed. A balanced design provides a system that blends quickly, produces minimal resistance as the ribbon/rod assembly moves through the bulk, and ensures long-term reliability. Oversized support rods, for example, often cause cracked ribbons and unnecessarily high power consumption.
For every minute that your blender is committed to discharging and cleaning, production is sagging. So, efficient discharge has become another important focus in ribbon blender design. Fast discharge is a function of axial pumping action – especially the pumping action of the outer ribbon – and the discharge valve design. Complete discharge requires close clearances and a clean design in the interior trough.
All interior angles must be radiused to prevent material from collecting in corners.
Clearances should be 1/8” or less at the bottom of the trough.
Welds should be ground and polished, even for non-sanitary applications.
Seals and valves.
Recent developments in seals, packing systems, and shaft design have made ribbon blenders more reliable and versatile. This is a welcome development, since the shaft and packing in a ribbon blender are submerged in the product zone. Improved seal integrity always helps to insure against contamination.
Especially when blending abrasive materials, and when contamination is a critical concern, air-purged seals help to prevent material from attacking the packing material and shaft. (Nitrogen is used when blending materials that are prone to oxidation.) In industries that require sanitary blending, TeflonÒ v-rings are commonly used to provide a seal that is reliable and easy to clean quickly. In many pharmaceutical applications, for example, the split packing is easily opened and cleaned after every batch.
The valve most often specified for a ribbon blender is a pneumatically-actuated sliding gate valve. But for special applications – vacuum operation, for example – alternative valves are sometimes required. A spherical disk valve provides a positive seal during vacuum blending, while it also offers a large discharge port for fast discharge.
After choosing the desired features you should contact the manufacturer and run a test on your product, in the manufacturers Test Center or in your own factory. Nothing beats the satisfaction of knowing that you have chosen the best possible design for your requirements.
How does a Vertical Cone Screw Mixer compare?
Ribbon blenders and vertical cone screw blenders are found in many plants, and in many ways they perform a similar function on the process line. But the differences in their design – and in the advantages they offer – are far more important than their similarities.
Of course, one very important difference to consider is price. The ribbon blender is generally less expensive than a vertical cone screw blender of comparable capacity. So, in practical terms, you should determine whether you application requires a vertical cone screw blender in order to achieve the product quality and processing efficiency that you need.
To decide which type of blender will work more efficiently in your application, ask yourself these questions.
How much room is available on your plant floor? Before we even start talking about your blending needs, you can answer the first important question with a tape measure. If floor space is tight, you may have to go up – with a vertical blender – since a vertical blender requires a much smaller footprint. If overhead space is limited, you may be forced to use a horizontal ribbon blender, which allows you to use a low-profile loading system. A multi-level operation is generally unnecessary.
Does the friability of your product require gentle blending? If so, you will probably need a vertical cone screw blender. The blending action of mixing screw is extremely gentle.
Is complete discharge essential? The cone screw blender gives you virtually 100% discharge through the lower cone. Even the best ribbon blenders fall short.
How tight is your budget for power? Since the cone screw blender consumer 25-30% more power, over long blending cycles this can add up.
Is contamination a critical risk? With a packing gland in the product zone, the ribbon blender always poses a great threat of contamination. New seal designs have reduced the risk dramatically, but if your application requires the best protection available, you will have to switch to a cone screw blender.
Is your product heat sensitive? The blending action of a ribbon generates more heat than that of a mixing screw. In the cone screw blender, heat is also more easily removed with thermal jacketing.
Will you always operate with the blender at least half full? If you need the flexibility to operate with smaller batches, choose the cone screw blender. Because of the geometry of the cone, this blender can operate efficiently with batches as small as 10% of blender capacity. The ribbon blender generally requires a minimum of 40-50% capacity.
How fast do you want to finish the batch? A fast blending cycle is not always the most important concern, but it is always a factor you should consider carefully. Cone screw blenders are usually about 30% faster than ribbon blenders in similar applications.
Are you concerned about blending accuracy? The ribbon blender and cone screw blender both produce a well-blended product. But the cone screw blender will virtually always produce a more homogenous blend in given blending cycle. The difference is not critical in all industries, but if you want to get as close as possible to perfection, you will probably need a cone screw blender. If accuracy is critical, be sure to test the blender in your manufacturer’s laboratory before you buy it – to prove that it can deliver the product quality you need.
Will you need complete cleaning between batches? The cone screw blender is easier to clean, especially since you will never have to disassemble a packing gland in the product zone. Just make sure that the cone screw blender you select does not require a bearing at the lower end of the screw. A screw supported entirely from the top end will give you faster, more thorough discharge, easier cleaning, and fewer maintenance headaches.
Blender Selection: A Case In Point
At a major Urethane manufacturer, a international leader in the production of thermoplastic polyurethane film, blending is a crucial process step before resin, colorants and lubricants can be fed into an extruder. Consistency and throughput are critical, since demand for polyurethane film is soaring. A hot product in the plastics industry, polyurethane film is fast replacing polyethylene and polypropylene film in manufacturing such products as greenhouse glazing, rain coats and sporting gear, seals and gaskets, and fuel cell linings.
Following a recent plant expansion, the company now runs ten process lines – including the only line in the world that produces 120” ultra-wide film. A ribbon blender on each line feeds a high speed extruder, and together they produce hundreds of unique formulations for customers worldwide.
They change products constantly, so they have to clean each blender three or four times a day. This company switched to a ribbon blender design that allowed fast discharge and easy cleaning.
To select a ribbon blender, you have to look closely at the small details in design and construction. With a short blending cycle and a product that is not particularly shear-sensitive and does not require vacuum, there was no need to consider a switch to a cone screw blender. But floor space in the plant was still an important consideration.
This client was concerned about the space that would be required by the horizontal blenders. But they found that the Vortex ribbon blender is actually more compact that the blenders they were replacing. A right-angle gear drive gives it a small footprint. And since the drive is not a separate stand alone unit, it is easy to move and maintain.